
























| 切割速度 | 0~6000mm/min |
|---|---|
| 轨距 | 3000~9000(4000以内可用单边驱动)mm |
| 横向有效行程 | 轨距减800mm |
| 纵向有效行程 | 轨长减3000mm |
| 纵向导轨 | 2m/根(长度可根据用户要求增减) |
| 空城速度 | 0~12000mm/min |
| 割炬升降行程 | 200-300mm |
| 产地 | 安徽 |
| 电流 | 直流 |
| 动力形式 | 等离子 |
| 控制方式 | 数控 |
| 类型 | 火焰切割机 |
| 频段 | 激光 |
| 驱动形式 | 自动 |
| 售后服务 | 上门服务 |
| 外壳防护等级 | IP66 |
| 外形尺寸 | 可定制 |
| 用途 | 金属切割 |
| 执行标准 | 国标 |
| 作用对象 | 金属 |
| 品牌 | 道盛 |
| 加工定制 | 是 |
| 切割厚度 | 6~300 |
| 额定输入电源容量 | 100 |
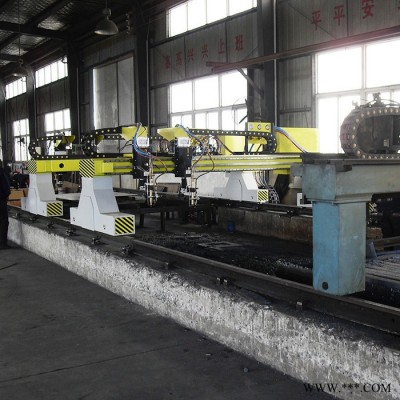
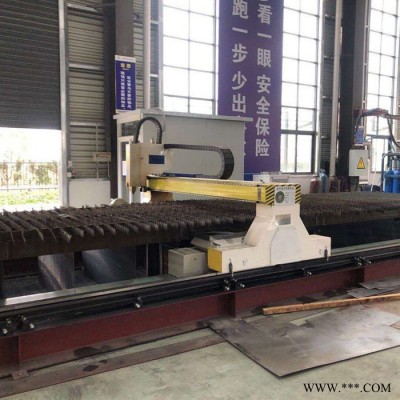
数控火焰切割机**是用数字程序驱动机床运动,搭载火焰切割系统,使用数控系统来控制火焰切割系统的开关,对钢板等金属材料进行切割。这种机电一体化的切割设备为数控火焰切割机。数控火焰切割机可分为3大部分:数控系统、火焰切割系统、驱动系统,不同厂家生产的大体相同。 数控火焰切割机英文名称flame cutting machine
数控火焰切割机切割具有大厚度碳钢切割能力,切割费用较低,但存在切割变形大,切割精度不高,而且切割速度较低,切割预热时间、穿孔时间长,较难适应全自动化操作的需要。它的应用场合主要限于碳钢、大厚度板材切割,在中、薄碳钢板材切割上逐渐会被等离子切割代替。
数控火焰切割机操作规程:
一、工作前
(1)检查各气路、阀门,是否有无泄漏,气体安全装置是否有效。 (2)检查所提供气体入口压力是否符合规定要求。 (3)检查所提供电源电压是否符合规定要求。
二、工作中
1。调整被切割的钢板、尽量与轨道保持平行。
2。根据板厚和材质,选择适当割嘴。使割嘴与钢板垂直。
3.根据不同板厚和材质、重新设定机器中的切割速度和预热时间,设定预热氧、切割氧合理的压力。
4.在点火后,不得接触火焰区域。操作人员应尽量采取飞溅小的切割方法,保护割嘴。
5.检查加热火焰,以及切割氧射流,如发现割嘴有损坏,应及时更换、清理。清理割嘴应用专用工具清理。
6.切割过程中发生回火现象,应及时切断电源,停机并关掉气体阀门,回火阀片若被烧化,应停止使用,等厂家或专业人员进行更换。
7.数控火焰操作工操作切割机时,要时刻注意设备运行状况,如发现有异常情况,应按下紧停开关,及时退出工作位,严禁开机脱离现场。
8.操作人员应注意,切割完一个工件后,应将割炬提升回原位,运行到下一个工位时,再进行切割。
9.操作人员应按给定切割要素的规定选择切割速度,不允许单纯为了提高工效而增大设备负荷,处理好设备寿命与效率和环保之间的关系。
三、下班后
1.下班后,设备应退回保障位,关闭气阀。管内残留气应放尽、关闭电源。
2.如果实行交接班制度,应将当班设备运行状况作好交接班记录。
3.应认真清理场地,保持工作区内的整洁、有序。
四、日常保养
1.轨道不允许人员站立、踏踩、靠压重物,更不允许撞击,导轨面每个班用压缩空气除尘后用纱布沾20#机油擦拭轨面。随时保持导轨面润滑、清洁。
2.传动齿条上每天用应20#机油清洗,不允许齿条上有颗粒飞溅物。
3.操作人员只允许拆卸割嘴,其余零件不能随意拆卸,电气接线盒只允许有关人员检修时,方能打开。
4.该设备若出现故障,应及时请维修人员处理,故障较大时,应先报设备处组织有关人员会审,确定维修方案。严禁私自拆机检查。
五、安全保障
1.设备周围应避免强震动源。
2.工作人员挂牌上岗操作,无关人员不得上机,更不准擅自按动键,以免损坏机器或程序,数据丢失。
3.移动设备时,应注意不允许发生脱钩或前冲,机上包括导轨任何一部分都不能撞击。
4.设备动力源线应单独使用,并带有交流稳压装置。
5.通气或更换气体和清理割嘴必须按有关危险气体安全操作规程执行。
6.操作者不得随意把外来程序调入机器内存内,以防病毒,只许用本厂认可专用软件。
1.采用龙门式结构,网架结构式的横梁
2.各导引面经过精密机械加工,刚性好、精度高、散热佳
3.可根据客户需求配数控火焰单割炬或火焰三割炬




