


| 材质 | 黄铜 |
|---|---|
| 工作温度 | 常温 |
| 工作压力 | 常压 |
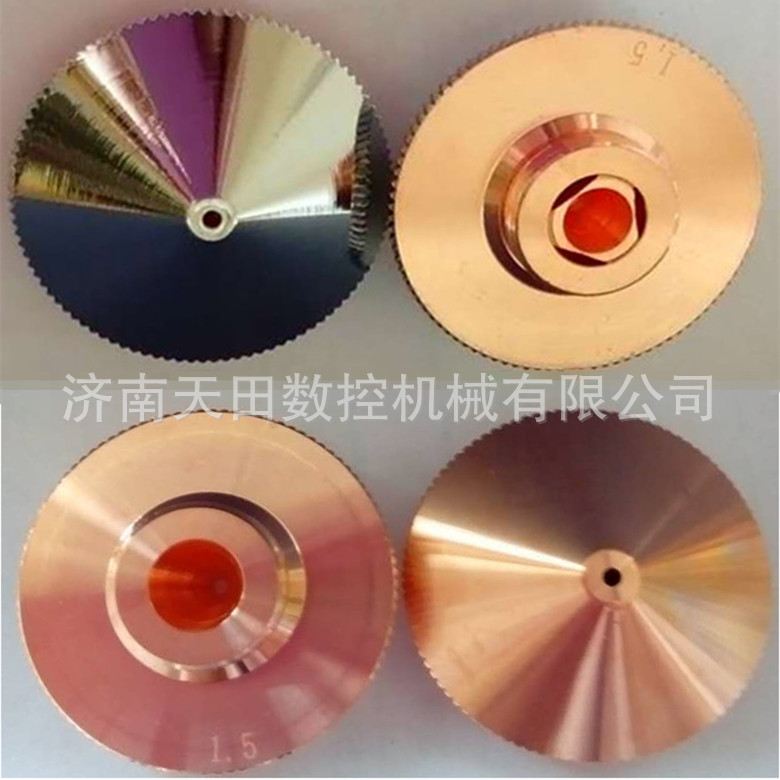
| 规格 | 1.0、/1.5/2.0/2.5/3.0 |
| 介质 | 金属 |
| 适用范围 | 各种光纤激光切割机 |
| 安装型式 | 外螺纹连接 |
| 型号 | TT-LGZ |
| 加工定制 | 否 |
原装激光切割头喷嘴--切割嘴,大量现货价格优惠电话:18853176138
18853176338 单层、复合双层 镀层 不镀层激光喷嘴 0.8、1.0、1.2、1.5、2.0,喇叭口、喷嘴座、紧固螺母、赛钢圈、草帽等!欢迎各界新老朋友选购代理!
此处价格含运不含税。
切割喷嘴的选择
激光切割喷嘴可以辅助气体快速喷出,可以有效地阻止熔渍等杂物往上反弹,进而可以保护聚焦镜。同时它可以控制气体扩散面积及大小,进而会影响到激光切割机的切割质量。与此同时喷嘴的孔径大小会根据切割材料的厚度而有所不同。由于喷嘴的孔径越大,对于聚焦镜的保护作用越小。所以合理的选择激光切割机喷嘴孔径的大小,才能更有效地进行生产。
激光切割喷嘴大部分型号有单层和双层之分,适用于不同品牌的机器,如有不了解应购买哪款型号的买家,下单前请咨询我们的在线客服,告诉我们贵司的机器牌子、喷嘴直径高度、单层还是双层,或者发送图片给我们参考,我们即可知道贵司应购买的规格型号。
1、切割薄板(3mm以下)时。选择Φ1mm孔径的喷嘴会比较细,而选择Φ1.5mm孔径的喷嘴会比较粗,而且转角的地方会比较容易有容渍。
2、切割厚板(3mm以上)时。选择Φ1mm孔径的喷嘴使用时不太稳定。因为这时切割功率较高,相对散热时间较长,相对切割时间也随之增长,用Φ1mm孔径的喷嘴气体扩散面积小,所以不太稳定,但基本上还是可以使用的。而选择Φ1.5mm孔径的喷嘴气体扩散面积大,气体流速较慢,所以切割时比较稳定。
3、切割10mm以上的板材时。目前一般选择直径2mm或2mm以上孔径的喷嘴。
会聚型喷嘴结果及优化的要性
激光切割质量主要受光束,材料属性以及辅助气体在激光或激光穿孔都起着至关重要的作用,喷嘴作为激光束和辅助气体的排出通道,其内部形状及其产生的流畅特征是影响激光切割质量和效率的关键因互之一。因此,对常用喷嘴气体流场结构进行模拟和分析对指导实际生产具有十分重要的意义。
早期使用的传统喷嘴有平行形,收敛,锥形结构,随着激光加工水平的发展,人们对传统喷嘴进行了许多改进,有附壁形和非圆形以及不共腔喷嘴等。从整体上看,以上喷嘴属于亚音速喷嘴,并且从数值模拟的结果来看超音速喷嘴喷出的气流的动力学性能要优于常用会聚型的,但由于超音速喷嘴的内壁形状曲线十分复杂,在当前的加工水平下,要制造出完全结构的超音速喷嘴成本非常高,因此实际生产中超音速喷嘴并没有产品化。
两种会聚型喷嘴的比较:(a)平行型 (b)收敛型 (c)锥型
1、锥形喷嘴内部锥角越大,气体在喷嘴内部膨胀不充分,出口圆心处的静压越高,速度越小,对相来的阻滞作用**越显著。
2、在相同的来流条件下,收敛型喷嘴随稳定长度的增加,即收敛段抛物线曲率半径的减小,喷嘴内部气流的欠膨胀性越明显,出口圆迟延的静压越高。
3、在来流条件相同,喷嘴其他形状参数相同的情况下,具有相同稳定段长度的收敛性喷嘴比锥形喷嘴在出口圆心处有更低的静压和更高的出口速度,可见收敛型更有利于气体膨胀。
 企业站手机版
企业站手机版